TRL-6
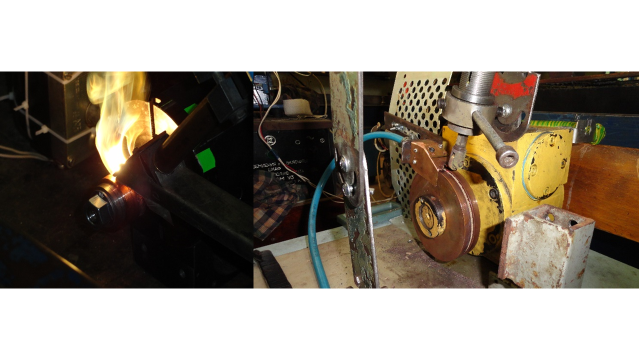
Розробка відноситься до технології виготовлення абразивного інструменту. Лазерне випромінення надає ряд переваг при формуванні робочої частини інструменту:
- швидкість виготовлення одного інструменту до 10 хвилин (в залежності від геометрії та розмірів), що значно швидше за класичну технологію
- широкий вибір зв’язок на базі металевих порошків
- програмоване розміщення абразивних зерен у матриці
Ринкова та економічна привабливість
- Розширення технологічних параметрів лазерного формування інструментальних композитів необхідно застосовувати металізовані шліфувальні порошки КНБ, що дозволяє формувати композити для різноманітної номенклатури інструментів з точки зору форми, геометричних розмірів та властивостей; створює передумови для лазерного селективного сортування та лазерного модифікування зерен КНБ.
- Розроблено два нових способи осьового та радіального лазерного термодеформаційного спікання інструментальних композитів з КНБ, що містять в основній масі 2% нанодисперсних частинок, що дозволяють управляти характером розміщення, міцністю закріплення та концентрацією зерен КНБ у робочому шарі абразивного інструменту.
- На основі результатів виконаних досліджень композитів з КНБ, отриманих лазерним спіканням на зносостійкість при абразивному зношуванні та в умовах тертя ковзання, свідчать про високу міцність утримання зерен КНБ сполучним, ефективного використання запропонованих зв’язок, які мають різну зносостійкість залежно від оброблення.
- Запропоновану технологію лазерного спікання випробувано під час виготовлення інструментальних композитів з КНБ на основі мідних та нікелевих зв’язок (Бр010 та ПС-12НВК). Виготовлені абразивні кола було використано при круглому шліфуванні поверхонь деталей типу “черв’як” виготовлених зі сталі 38Х2МЮА. Випробування показали, що зносостійкість робочих поверхонь сформованого інструменту не поступається показниками інструментів, виготовлених методом порошкової металургії.
- Розроблено рекомендації щодо впровадження технології лазерного спікання абразивних композитів із КНБ у інструментальне виробництво.
Основні переваги (сильні сторони) розробки
- Надлегкий теплозахист стільникової структури із багатокомпонентного дисперсно нанозміцненого шару, має невелику вагу конструкції.
- Орієнтовані на захист головних частин носіїв або апаратів багаторазового користування при входженні у щільні шари атмосфери
- Стільникова система інтегрується методами зварювання-паяння у вакуумі а також за допомогою лазеру (при використанні засобів керування температурними полями)
Основні характеристики
| Забезпечення збільшення продуктивності виготовлення абразивних кругів | з 0,5-1 мм2/хв до 50-100 мм2/хв |
| Застосовування різних за твердістю металевих зв’язків у порівнянні з методами порошкової металургії | від 300 до 10000 МПа |
| Густина потужності лазерного випромінювання | Wp=(0.1…1.8)·104 Вт/см² |
| Час дії | 0,2-0,3 с |
| Температурний інтервал нагрівання | в межах 800–1400ºС |
| Подача захисного газу (аргон) в зону спікання | витрати 5-14 л/хв. |
Стан готовності

- Повнофункціональний зразок випробуваний
- Режими дослідного виробництва реалізований
- Вибір які елементи виробляти, а які замовляти зроблено
- Вимоги до сервісної підтримки визначені
- Стратегія захисту інтелектуальної власності сформульована
- Конкурентне оточення визначено
Інформація про розробників
Що потрібно для просування розробки
- Лазерне технологічне обладнення з потужністтю 1000-1500 Вт;
- Дозуючий пристрій подачі порошкових матеріалів (металевих порошків різної фракції);
- Випробовування в промислових умовах